 手机版
手机版 制药网手机版
制药网手机版
 制药网小程序
制药网小程序
 官方微信
官方微信 公众号:zyzhan
公众号:zyzhan
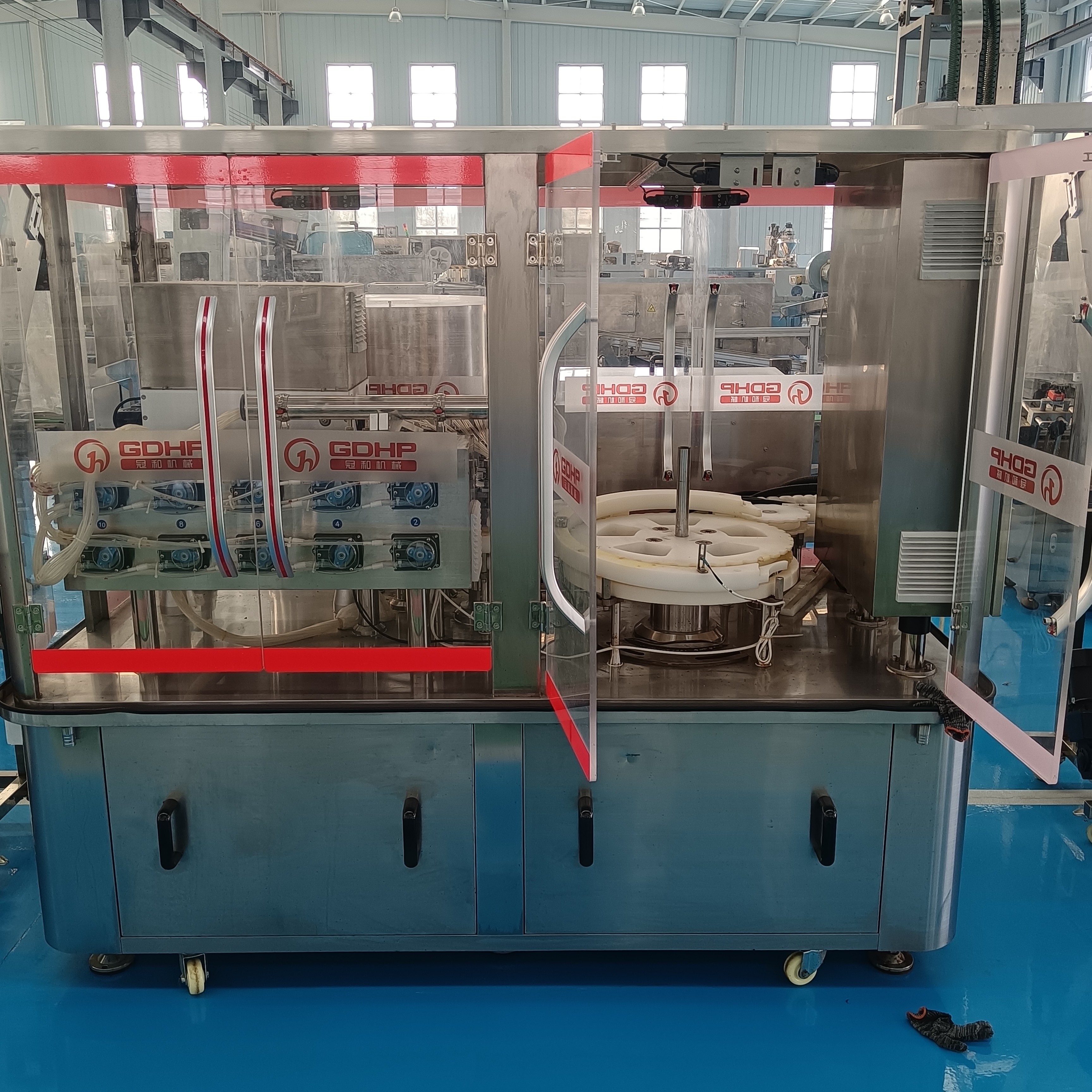
西林瓶灌装机效率低该怎么处理呢?
西林瓶灌装机效率低,核心是供瓶 / 理瓶不稳、灌装系统卡顿、工位不同步、换型慢、维护不到位、前后线不匹配这 6 类问题。下面按 “先快速排查→再逐项优化→长期稳定提升” 给一套可直接落地的处理方案,通俗易懂、好操作。
一、先快速定位:3 步判断效率瓶颈
看停机频率
频繁卡瓶、倒瓶、缺瓶 → 供瓶 / 理瓶 / 输送问题
滴漏、拉丝、装量不稳、频繁剔废 → 灌装泵 / 针头 / 温控 / 定位问题
加塞 / 轧盖跟不上 → 压塞 / 轧盖工位不同步、磨损
换规格要 1–3 小时 → 换型设计差、无快换结构
看速度匹配
记录:理瓶速度、灌装速度、压塞速度、出料速度
最慢那一段就是瓶颈(常见:灌装慢、压塞慢、输送堆积)
看损耗与人工
人工干预多(擦瓶、挑废、疏导)、损耗高 → 自动化 / 稳定性不足
二、逐项解决:效率低的核心原因与处理方法
1. 供瓶 / 理瓶 / 输送不稳(最常见低效原因)
理瓶机:调整转盘速度与进瓶轨道角度,加装防倒护栏、分瓶螺杆
输送线:换成 V 型夹板输送,避免侧倒;调速与灌装线同步(±5% 以内)
轨道:清洁润滑、调整间隙(瓶身 + 0.5–1mm),消除毛刺与台阶
缺瓶 / 堵瓶:加装光电自动停启,缺瓶等待、堵瓶减速
2. 灌装系统效率低(核心主机)
柱塞 / 陶瓷泵:更换密封件、活塞、单向阀(每 500–800 小时)
蠕动泵:换泵管(硬化 / 裂纹立即换),重新校准流量
校准:用称重法逐头校准,控制 ±0.5% 以内,减少剔废停机
针头:换防滴漏灌装头(回吸 / 截止阀),调整回吸量
泡沫:降低灌装速度、改用潜入式 / 分层灌装、物料提前脱气
温控:高粘物料管道保温 / 加热(如 37℃),稳定粘度与流速
调整星轮 / 拨盘与瓶型匹配
伺服定位 / 视觉纠偏:对位<0.3mm
3. 加塞 / 轧盖工位不同步(拖后腿)
供塞:振动料斗 + 自动补料,避免人工加塞停机
压塞:调整压塞深度、气缸压力,更换磨损胶塞导轨
轧盖:旋轮间隙、扭力、压盖时间统一匹配;碎瓶多→降低压力、换合格铝盖
联动:全线伺服同步,灌装 — 加塞 — 轧盖速度连锁控制
4. 换规格太慢
快换改造:快换星轮、快换针头、快换轨道(20–40 分钟完成)
程序:多规格配方存储,一键切换参数(转速、剂量、延时)
通用化:尽量用同一系列瓶型,减少换型次数
5. 维护保养缺失(越用越慢、故障暴增)
清洁:针头、料管、料桶、轨道无残留
润滑:传动、导轨、气缸、轴承定点润滑
检查:气压(0.4–0.6MPa)、真空、密封、螺丝松紧
每周:换易损件(泵管、密封、过滤芯)、校准灌装量
每月:检查伺服电机、皮带、链条、传感器,老化立即换
每季度:拆洗灌装泵、管路、阀门,除垢防堵
6. 前后线不匹配
洗瓶 / 烘干→灌装:速度匹配、缓冲储瓶台(防断料 / 堆积)
灌装→轧盖→贴标→灭菌:节拍统一,最慢工位提速或扩容
三、3 档提升方案
1. 零 / 低成本
全线速度同步、轨道清洁润滑、参数重新校准
减少人工干预:自动剔废、自动防堵
规范维护:建立点检表,减少突发故障
2. 中等改造(1–2 周,效率 + 30%–50%)
供瓶:自动理瓶 + 分瓶螺杆 + V 型输送
灌装:防滴回头、伺服泵、回吸系统、温控
加塞:自动供塞 + 压塞联动
换型:快换件 + 配方存储
3. 全面升级(效率翻倍)
换全自动圆盘式 / 直线式伺服灌装机
全线PLC + 伺服同步 + AI 检测(缺瓶 / 倒瓶 / 无塞 / 装量异常自动处理)
理瓶 — 灌装 — 加塞 — 轧盖一体化,减少衔接损耗
四、优化后效果
停机时间:从 15%–30% 降至 3%–5%
产能:提升 30%–100%(视基础)
人工:从 3–5 人减至 1 人监控
损耗:从 5%–10% 降至 1% 以内













 微信公众号
微信公众号
 采购中心
采购中心